



Механізми для оброблення крайки і торцювання труб
у форматі PDF







Додаткова інформація для категорії Механізми для оброблення крайки і торцювання труб
Способи підготування труб до зварювання.
Роботи з підготування труб до зварювання здійснюють з метою, щоб зміцнити зварний шов. Підготування включає у себе зняття фаски і оброблення торцевої поверхні труби. Ця операція дозволяє створити сприятливі умови для, так званої, зварювальної ванни, яка заповнюється зварювальними речовинами у процесі зварювання (плавлення електрода).
Зняття фаски (оброблення крайок) – це процес створення по діаметру зрізу труби плоскої поверхні під заданим кутом. Крайовий скіс, утворений фаскою, дає зварнику можливість виконати однорідний зварний шов із заданими механічними і геометричними характеристиками, по всій товщині стінки деталі, що за фактом забезпечує міцність і нерозривність місця зварного з'єднання.
Обробка торцевої поверхні (торцювання труб) – це механічна операція отримання чистого, перпендикулярного, рівного торця зі знятою зовнішньою і внутрішньою фасками або розточування труби зсередини, під заглушку. Правильне підрізування торця сприяє простоті лінійного укладання труб перед зварюванням і дозволяє створити між крайками, які зварюються, рівномірний проміжок, що у свою чергу сприяє отриманню якісного зварного шва.
Сьогодні у промисловому виробництві використовують термічний і механічний методи підготування труб до зварювання.
Механічне підготування труб під зварювання.
Дана механічна операція розглядається, як найбільш добротна, так як виконується на спеціалізованих пристроях: фаскознімальних машинах (фаскорізах), торцювачах та інших пристроях і механізмах. Переваги цього технічного підходу полягає в тому, що::
- залишається незмінною структура і фізико-хімічні параметри виробу;
- забезпечується значна міцність і непроникність спрацьованих зварювальних швів;
- скорочується час на процес оброблення.
Термічне підготування труб.
Під цим терміном розуміють процес повітряно-плазмового і газополум'яного оброблення крайок.
Повітряно-плазмове оброблення забезпечує прийнятну чистоту і профіль фаски, які схожі з механічним способом. Процес реалізується за допомогою спеціального плазмово-різального обладнання. Однак така операція вимагає більш складного осьового центрування механізму переміщення плазмотрона. Також, при повітряно-плазмовому різанні змінюються хімічні і механічні властивості примежової поверхневої зони крайки, зокрема, метал насичується паразитним азотом. Згодом, це іноді може позначатися на механічних і фізичних властивостях зварного стику. Тому дуже часто, особливо на відповідальних конструкціях, після плазмового різання додатково виконується механічна обробка поверхні крайки.
Газополум'яний метод оброблення крайок не вимагає дотримання якихось спеціальних параметрів. Його позитивною стороною є висока чистота зрізу і відсутність впливу на властивості зварного шва. Проте, зріз буде менш якісним, ніж при механічному способі.
Негативною стороною даного методу є його висока витратність на енергоносії, висока вибухонебезпечність газів, а також те, що обладнання (балони) є досить громіздкими, що виключає мобільність методу.
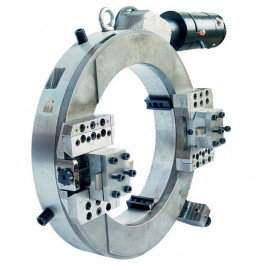
Виходячи з вище сказаного, на практиці зварювальники воліють використовувати компактні механічні електрифіковані пристосування для обробки труб. Наприклад, машини типу ISY і ZPK Huawei. Такого типу інструмент особливо актуальний, якщо потрібно проводити багаторазово повторювані операції або при середніх і великих обсягах зварювальних робіт. Його застосування істотно скорочує часові та фінансові витрати на підготування труб до роботи і знижує трудовитрати зварювальних робіт у цілому.
З питань застосування та придбання пристроїв механічного підготування труб звертайтеся до фахівця відділу продажів.